
Varias piezas del DARwIn-OP tienen un patrón recurrente donde se monta la rueda del servo. Probar bien este patrón va ayudar con el G-code de muchas piezas.
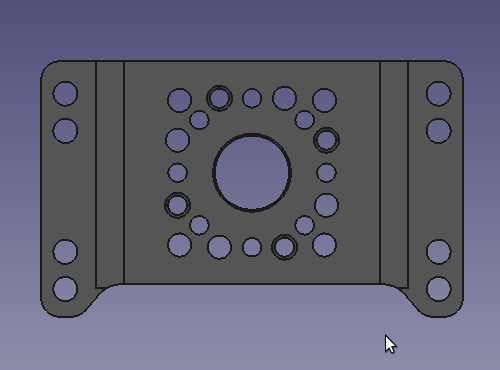
La pieza mostrada requiere un agujero de 8mm y 8 agujeros de 2mm alrededor en un círculo de 16mm de diámetro, cada 45°. También se ven 4 agujeros de 2,05mm un poco rotados (para hilos de 2,5mm) y 4 agujeros de 2,5mm un poco rotados en el otro sentido, éstos son para apernar 2 piezas una contra la otra. Revisando el modelo 2D de la pieza FR07-H132, éste tiene este patrón al revés, creo que es un error en el archivo 2D.
Recibí las planchas de aluminio, las fresas de 3 filos y un par de servos Dynamixel MX-28T y machos para hacer hilos de 2mm y 2,5mm. También compré un par de FR-I101 (ruedas volantes) para probar.
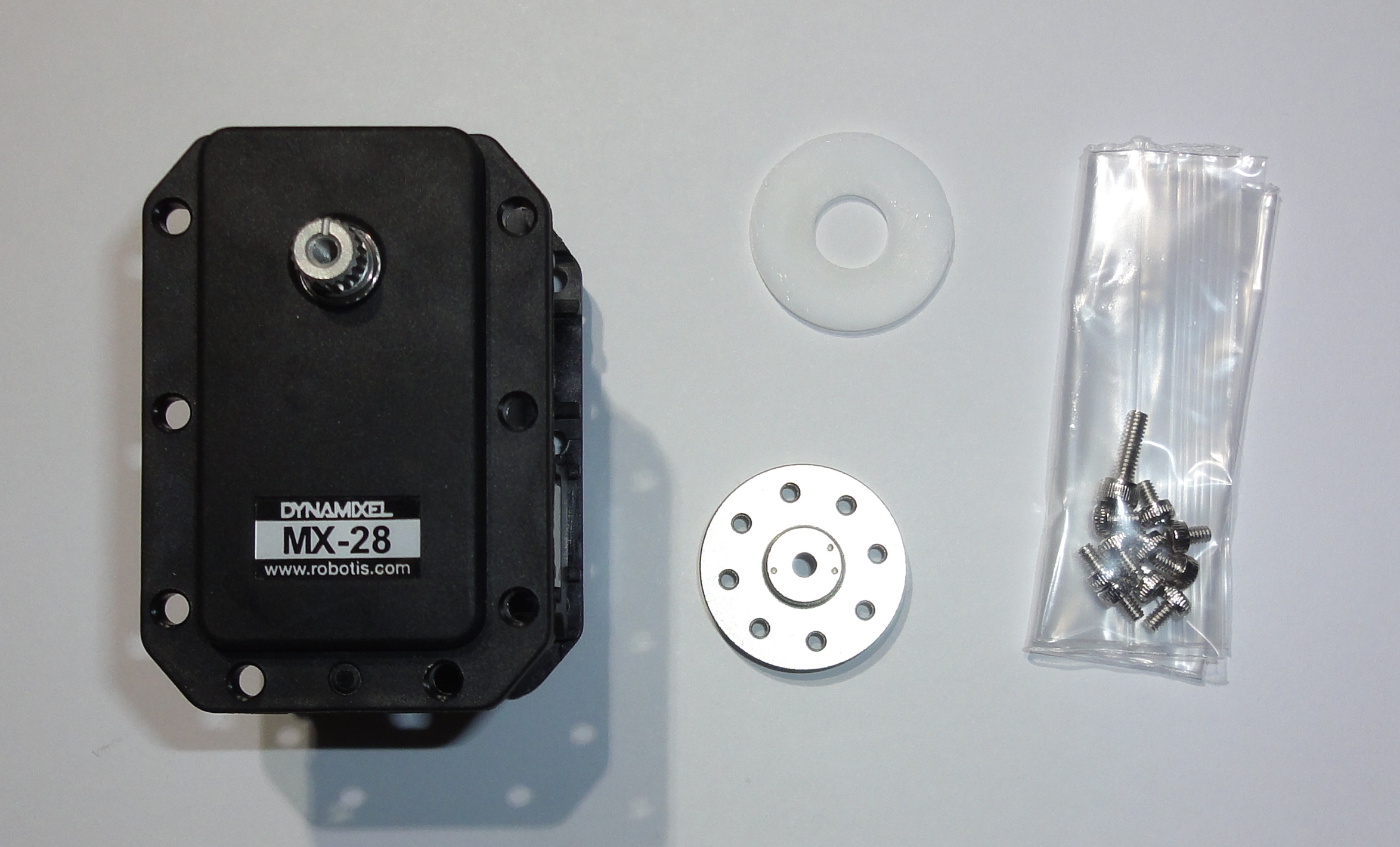
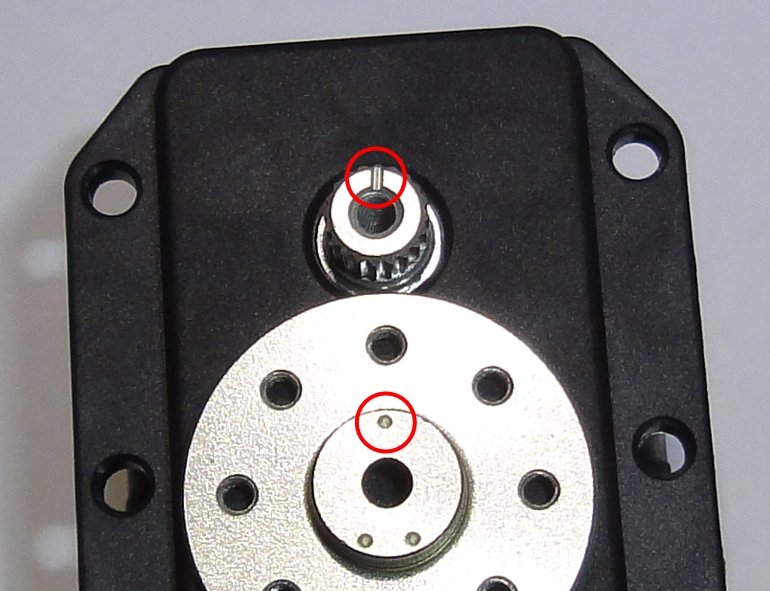
La rueda motriz del servo tiene 8 hilos de 2mm (para 8 pernos incluidos en el kit) en círculo que calzan con el patrón recurrente en los diseños. La rueda no viene instalada, lo que se hace con un perno de 2,5mm (incluido en el kit), esto debe hacerse con cuidado ya que la rueda debe alinearse con el servo, ambos tienen marcas para ello. Una vez que la rueda está puesta a medio camino se pone difícil poder sacarla.
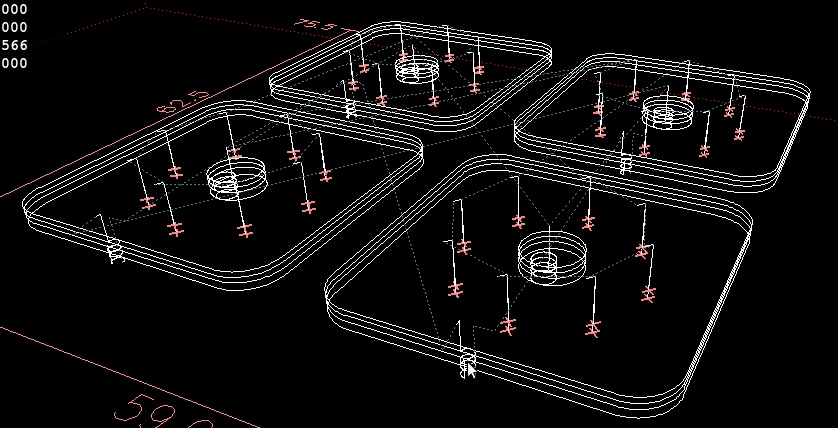
Así que lo primero será hacer unos cortes de piezas de prueba para ver el tamaño adecuado para el agujero de ‘8mm’ de forma que la rueda motriz calce bien (y así no termino con piezas en las que no entre la rueda o que quede muy suelta). Para esto diseñé algunas piezas de prueba cuadradas de 24x24mm con los 8 agujeros de 2mm y el agujero central partiendo en 8mm con incrementos de 0,1mm según la pieza. El agujero central es hecho con la fresa de 3mm en movimiento circular, por lo que es importante minimizar el juego de la fresadora.
Corrí los cortes de prueba a 60mm/minuto para la fresa de 3mm y 30mm/minuto para las brocas. Hice una primera pasada con la broca centro #1, seguido de una pasada con la broca de 2mm, finalizando con la pasada de la fresa de 3mm.
Los archivos G-code están en el archivo: calibrate-servo.zip. El programa G-code principal es calibrate-servo.ngc.
También probé pulir y anodizar las piezas. Usé un pulidor para plata que encontré en una tienda, funciona bien pero se seca fácilmente y se pone difícil de sacar. Hice un anodizado tipo II con 12A/pie² por 1 hora a 21°C con ácido para batería diluido al 50%, no use tintura.
La pieza con agujero de 8.1mm es la que calza mejor y el anodizado se be bien y es resistente a rayas. Los pernos de 2mm quedan perfectos.

Estoy pensando en comprar un kit de pulido para aluminio y colorante para aluminio para probar con más de alguna pieza que quedará mal. De todas maneras no voy a anodizar hasta que pase el invierno, así será más fácil mantener la temperatura del ácido sobre 19°C al aire libre.
One Reply to “Corte de Prueba para clonar DARwIn-OP”